The pharmaceutical industry operates under some of the strictest quality and regulatory standards in the world. Whether manufacturing injectable products, tablets, capsules, vaccines, biologics, or medical devices, pharmaceutical companies depend heavily on reliable and high-performance equipment.
Selecting the right pharmaceutical equipment is not simply a purchasing decision—it is a long-term investment that directly affects product quality, operational efficiency, regulatory compliance, and profitability.
With increasing demand for automation, validation, and data integrity, manufacturers must carefully evaluate equipment before making a purchase.
This guide explains the most important features to look for in pharmaceutical equipment to ensure maximum return on investment and long-term compliance.
Why Choosing the Right Pharma Equipment Matters
Pharmaceutical equipment plays a critical role in:
- Product quality assurance
- Sterility maintenance
- Manufacturing efficiency
- Regulatory compliance
- Batch consistency
- Operational safety
- Production scalability
Poor equipment selection can lead to:
❌ Product contamination
❌ Regulatory observations
❌ Frequent breakdowns
❌ Production delays
❌ Increased maintenance costs
❌ Product recalls
This is why evaluating equipment based on key performance and compliance factors is essential.
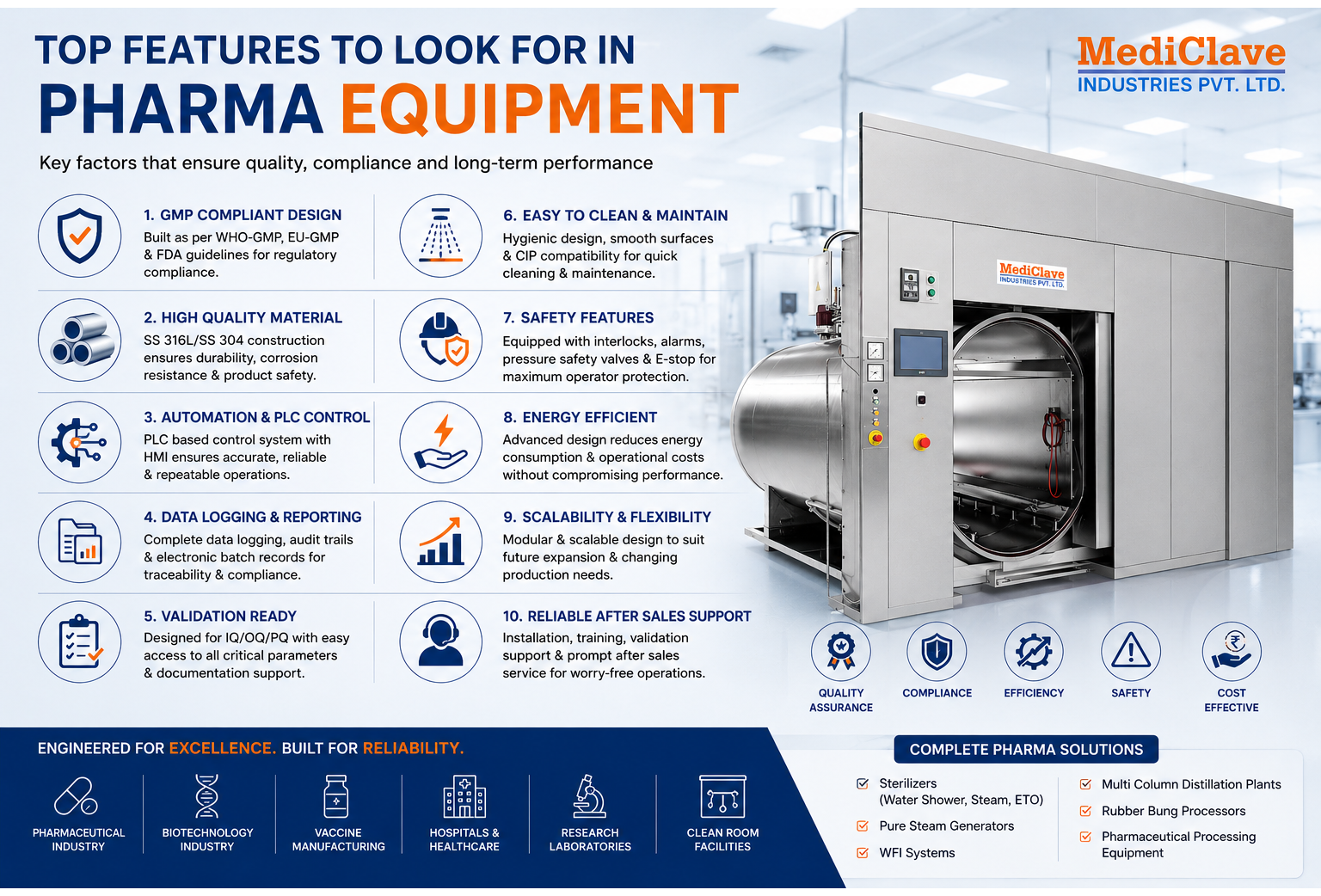
1. GMP-Compliant Design
One of the first things to check is whether the equipment is designed according to Good Manufacturing Practice (GMP) requirements.
GMP-compliant equipment helps pharmaceutical manufacturers maintain:
- Product safety
- Process consistency
- Regulatory compliance
- Audit readiness
Features of GMP-Compliant Equipment
✔ Smooth surfaces
✔ Easy cleaning design
✔ Hygienic construction
✔ Dead-leg-free piping
✔ Sanitary connections
✔ Cleanroom compatibility
Modern pharmaceutical facilities require equipment that meets WHO-GMP, EU-GMP, US FDA, and other international standards.
2. High-Quality Material Construction
Material quality directly affects equipment durability, cleanliness, and product safety.
The pharmaceutical industry typically requires:
SS316L Stainless Steel
Used for product-contact surfaces because of:
- Corrosion resistance
- Easy cleaning
- High durability
SS304 Stainless Steel
Often used for non-product-contact areas.
Why Material Quality Matters
- Prevents contamination
- Improves lifespan
- Supports GMP compliance
- Reduces maintenance requirements
3. Automation and PLC-Based Controls
Modern pharmaceutical manufacturing increasingly depends on automation.
Manual systems often lead to:
- Human errors
- Inconsistent processing
- Higher labor costs
Essential Automation Features
✔ PLC control system
✔ HMI touch screen
✔ Recipe management
✔ Automated process control
✔ Alarm management
✔ Real-time monitoring
Automation improves productivity while reducing operational risks.
4. Data Logging and Electronic Batch Records
Regulatory agencies require accurate documentation of manufacturing processes.
Modern pharmaceutical equipment should provide:
Data Logging Capabilities
- Temperature recording
- Pressure monitoring
- Process parameter storage
- Historical data retrieval
Benefits
- Regulatory compliance
- Audit support
- Batch traceability
- Improved quality control
Electronic batch records have become increasingly important for modern pharmaceutical facilities.
5. Validation-Ready Design
Validation is a mandatory requirement in pharmaceutical manufacturing.
Equipment should support:
Installation Qualification (IQ)
Confirms proper installation.
Operational Qualification (OQ)
Verifies equipment functionality.
Performance Qualification (PQ)
Confirms performance under actual operating conditions.
Validation-Friendly Features
✔ Calibration points
✔ Data recording
✔ Test ports
✔ Documentation support
✔ Validation protocols
Choosing validation-ready equipment significantly reduces qualification time and costs.
6. Ease of Cleaning and Maintenance
Pharmaceutical equipment must be easy to clean to prevent cross-contamination.
Important Features
- Smooth internal surfaces
- Crevice-free design
- Easy access panels
- CIP compatibility
- Reduced dead spaces
Equipment that is difficult to clean often increases downtime and contamination risks.
7. Safety Features and Operator Protection
Safety is essential in pharmaceutical operations.
Modern equipment should include:
Critical Safety Systems
✔ Emergency stop buttons
✔ Pressure safety valves
✔ Door interlocks
✔ Alarm systems
✔ Over-temperature protection
✔ Over-pressure protection
These features help protect both operators and equipment.
8. Energy Efficiency
Energy costs are a major operational expense in pharmaceutical manufacturing.
Energy-efficient equipment offers:
- Reduced operating costs
- Lower utility consumption
- Improved sustainability
- Better environmental performance
Examples include:
- Heat recovery systems
- Variable frequency drives (VFDs)
- Energy-efficient pumps
- Smart process controls
9. Scalability and Future Expansion
Many pharmaceutical companies expand production capacity over time.
Equipment should be selected with future growth in mind.
Consider
- Production volume increases
- New product lines
- Facility expansion
- Additional automation requirements
Scalable equipment helps avoid costly replacements later.
10. Regulatory Compliance Support
Pharmaceutical equipment should support compliance with:
- WHO GMP
- US FDA
- EU GMP
- MHRA
- PIC/S
- 21 CFR Part 11
Manufacturers should provide:
✔ Documentation packages
✔ Material certificates
✔ Calibration certificates
✔ Validation support
✔ Compliance reports
11. Advanced Monitoring Systems
Modern pharmaceutical facilities rely heavily on process monitoring.
Important monitoring features include:
Real-Time Monitoring
- Temperature
- Pressure
- Humidity
- Flow rate
- Process status
Benefits
- Improved control
- Reduced deviations
- Better product quality
- Faster troubleshooting
12. Remote Connectivity and Industry 4.0 Integration
Pharmaceutical manufacturing is moving toward smart factory operations.
Advanced equipment may offer:
- SCADA integration
- Cloud monitoring
- Remote diagnostics
- Predictive maintenance
- Production analytics
These technologies improve operational efficiency and decision-making.
13. Reliable After-Sales Support
The quality of after-sales service is often as important as the equipment itself.
Choose suppliers who offer:
✔ Installation support
✔ Validation assistance
✔ Training programs
✔ Spare parts availability
✔ Preventive maintenance
✔ Technical support
Reliable support reduces downtime and extends equipment life.
14. Customization Capabilities
Every pharmaceutical facility has unique requirements.
Equipment suppliers should be able to customize:
- Chamber size
- Capacity
- Automation level
- Utility configurations
- Control systems
- Documentation packages
Customization ensures optimal integration into existing manufacturing processes.
Pharma Equipment Commonly Evaluated Using These Features
These criteria apply to a wide range of pharmaceutical equipment, including:
Sterilization Equipment
- Saturated Steam Sterilizers
- ETO Sterilizers
- Steam Air Mixture Sterilizers
- Super Heated Water Shower Sterilizers
Pharmaceutical Utilities
- Pure Steam Generators
- WFI Systems
- Multi Column Distillation Plants
Processing Equipment
- Rubber Bung Processors
- Washing Systems
- Cleanroom Equipment
- Production Machinery
Why Mediclave Industries Focuses on These Features
At Mediclave Industries, every pharmaceutical equipment solution is designed with a focus on:
✔ GMP compliance
✔ SS316L construction
✔ Advanced PLC automation
✔ Data logging systems
✔ Validation support
✔ Energy efficiency
✔ Operator safety
✔ Long-term reliability
Our product portfolio includes sterilizers, pharmaceutical utility systems, Rubber Bung Processors, WFI Systems, Pure Steam Generators, and complete pharmaceutical processing solutions designed to meet global pharmaceutical standards.
Future Trends in Pharmaceutical Equipment
The next generation of pharmaceutical equipment will increasingly feature:
- Artificial Intelligence (AI)
- Predictive maintenance
- Digital twins
- Remote monitoring
- Smart validation systems
- Enhanced cybersecurity
- Sustainable manufacturing technologies
Manufacturers adopting these innovations will gain significant operational advantages.
Conclusion
Choosing pharmaceutical equipment is a strategic decision that impacts product quality, compliance, efficiency, and profitability for years to come.
Before investing in any pharmaceutical machinery, manufacturers should carefully evaluate factors such as GMP compliance, automation, validation support, material quality, safety systems, energy efficiency, scalability, and after-sales service.
Selecting equipment with these features ensures smoother operations, easier regulatory compliance, improved productivity, and long-term business success.
In a highly regulated industry like pharmaceuticals, investing in the right equipment is not just about production—it is about ensuring quality, safety, and trust in every product manufactured.